How to make precision parts from Sheet metal
This blog will cover how to make precise measurements for the bending sheet metal - manually
First things first, we will assume the Bending machine is a Press Brake with good accuracy in repeating bends. And you are competent in bending and making adjustments to machine as needed.
Part 1.
First we need a set of square blanks, 100x100mm, about 4 ~ 5 pieces. Marking pen and Vernier Caliper.
Using the Caliper, measure the blank precisely as possible, as shown below.
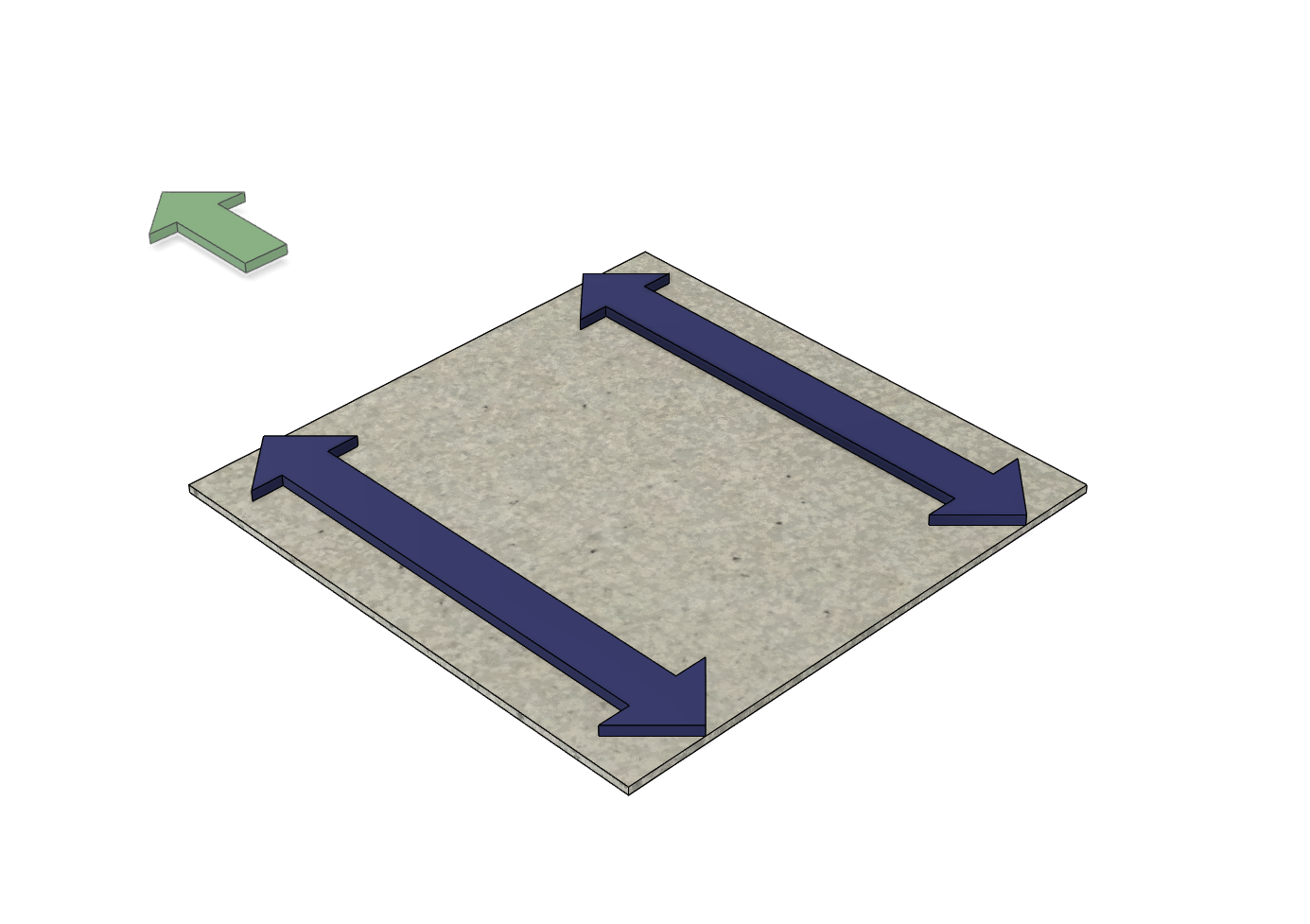
Mark the Feed direction (Green) and Measurements on both sides (Blue).
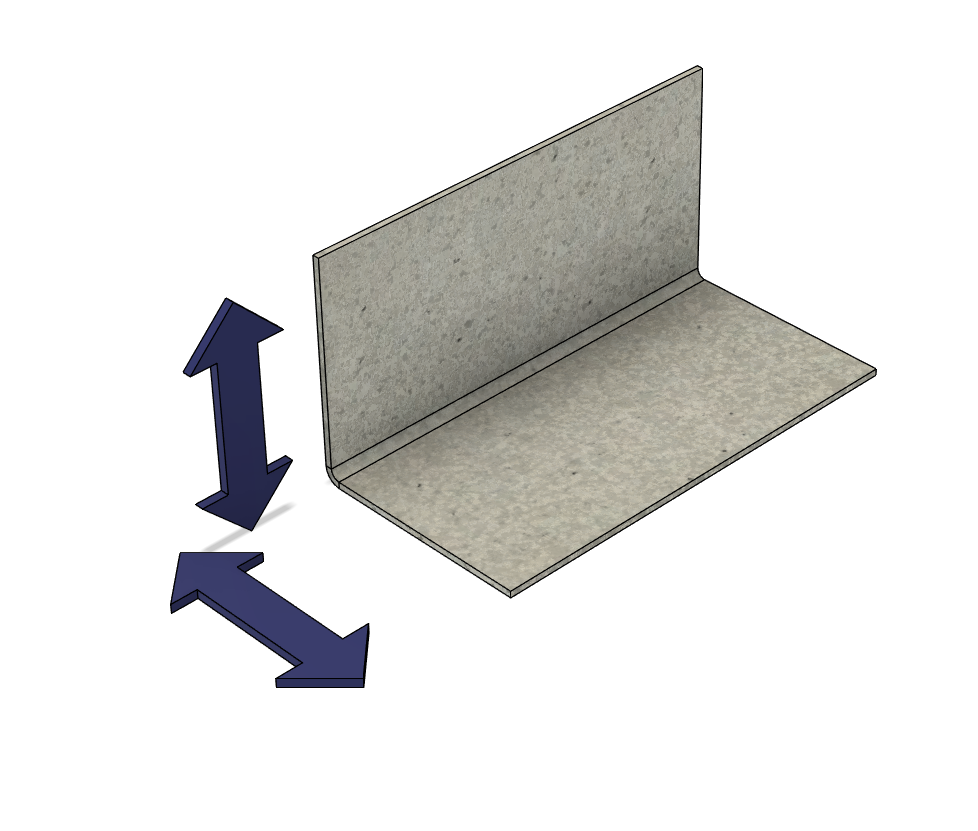
Make a bend at the middle to get a flange of 50mm. We are assuming the bend is 90º and the flange is exactly 50mm
If either of the above is not met, you will have to adjust machine bending parameters until satisfactory result is achieved (Then of cause you will need more blanks).
Once the part is bent,
Take each flange measurement using the Caliper, at the same locations where measurements were taken when the blank was flat.
| Measurements when flat | Flange measurement | Remaining face measurement | Bend Deduction (BD) |
| X1 | X1A | X1B | ( X1A + X1B ) - X1 |
| X2 | X2A | X2B | ( X2A + X2B ) - X2 |
The bend deduction should be accurate to 0.05mm. Repeat the above tests to the remaining blank pieces. If the tests are successful, your BD results should be within limits.
Part 2.
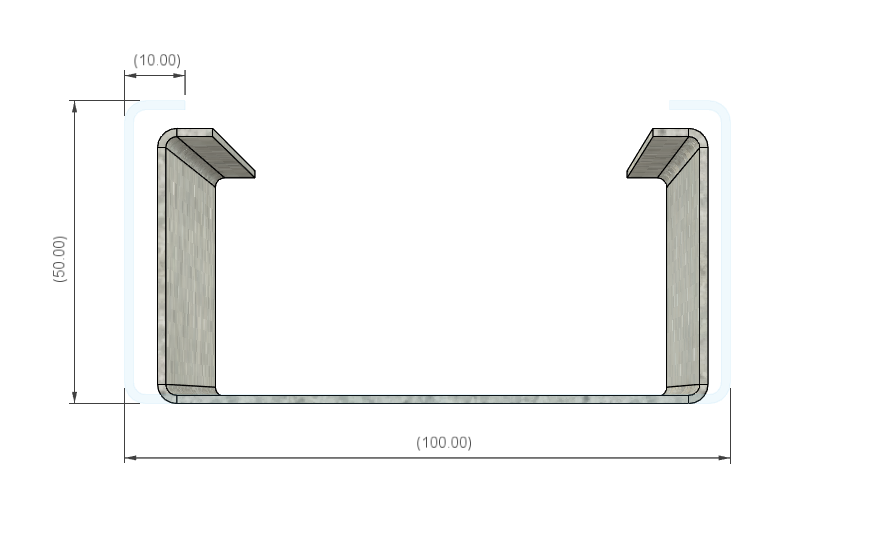
Lets assume you want to fabricate the below part with the given dimensions.
Naturally, you will start with a flat drawing,
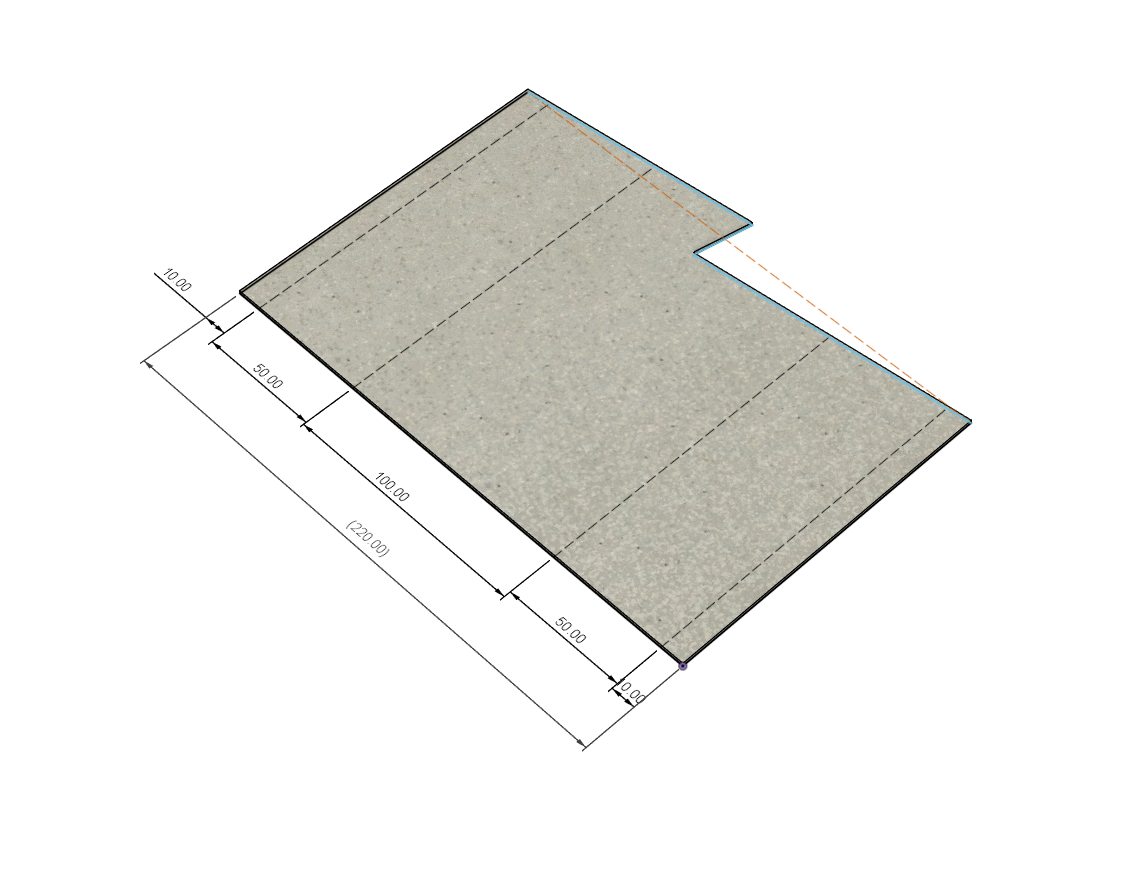
Now you need to apply the BD to each and every bend line, resulting that each face will get 1/2 of BD at each bend.
| Finished flange length | Number of bend lines per flange | Flat length formula | Flange length formula |
| 10 | 1 | 10 - ( 1/2 BD ) * 1 | 10 - ( 1/2 BD ) |
| 50 | 2 | 50 - ( 1/2 BD ) * 2 | 50 - ( 1/2 BD ) |
| 100 | 2 | 100 - ( 1/2 BD ) * 2 | 100 - ( 1/2 BD ) |
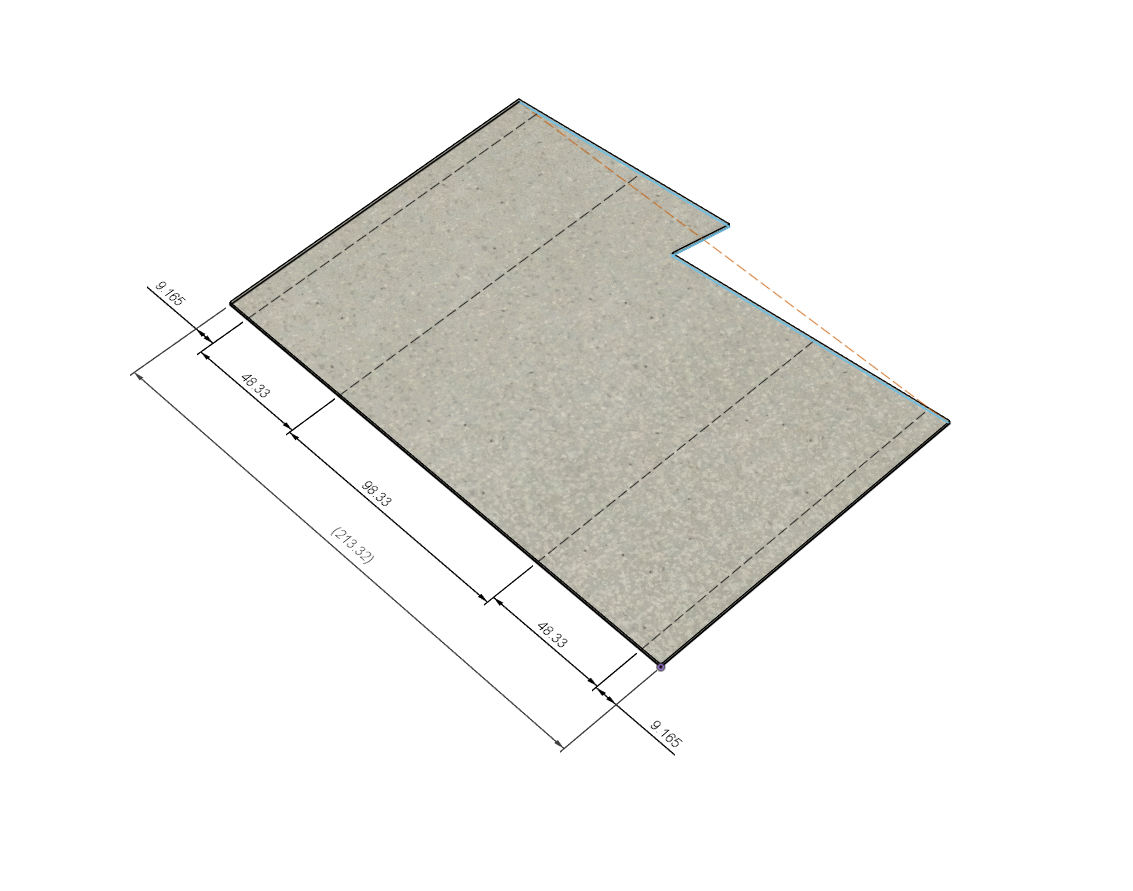
If we assume our BD is 1.67mm, the results should be as follows
| Finished flange length | Number of bend lines per flange | Flat length | Flange length |
| 10 | 1 | 9.165 | 9.165 |
| 50 | 2 | 48.33 | 49.165 |
| 100 | 2 | 98.33 | 99.165 |
Part 3.
Do a test bend of the part needed and verify results. Always verify results.
And there you go....!